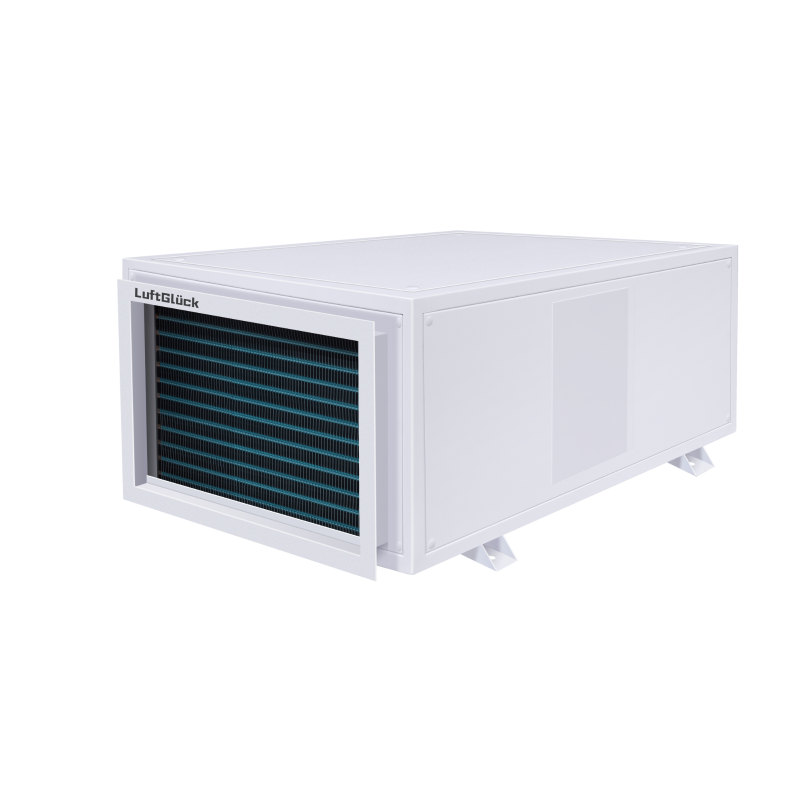
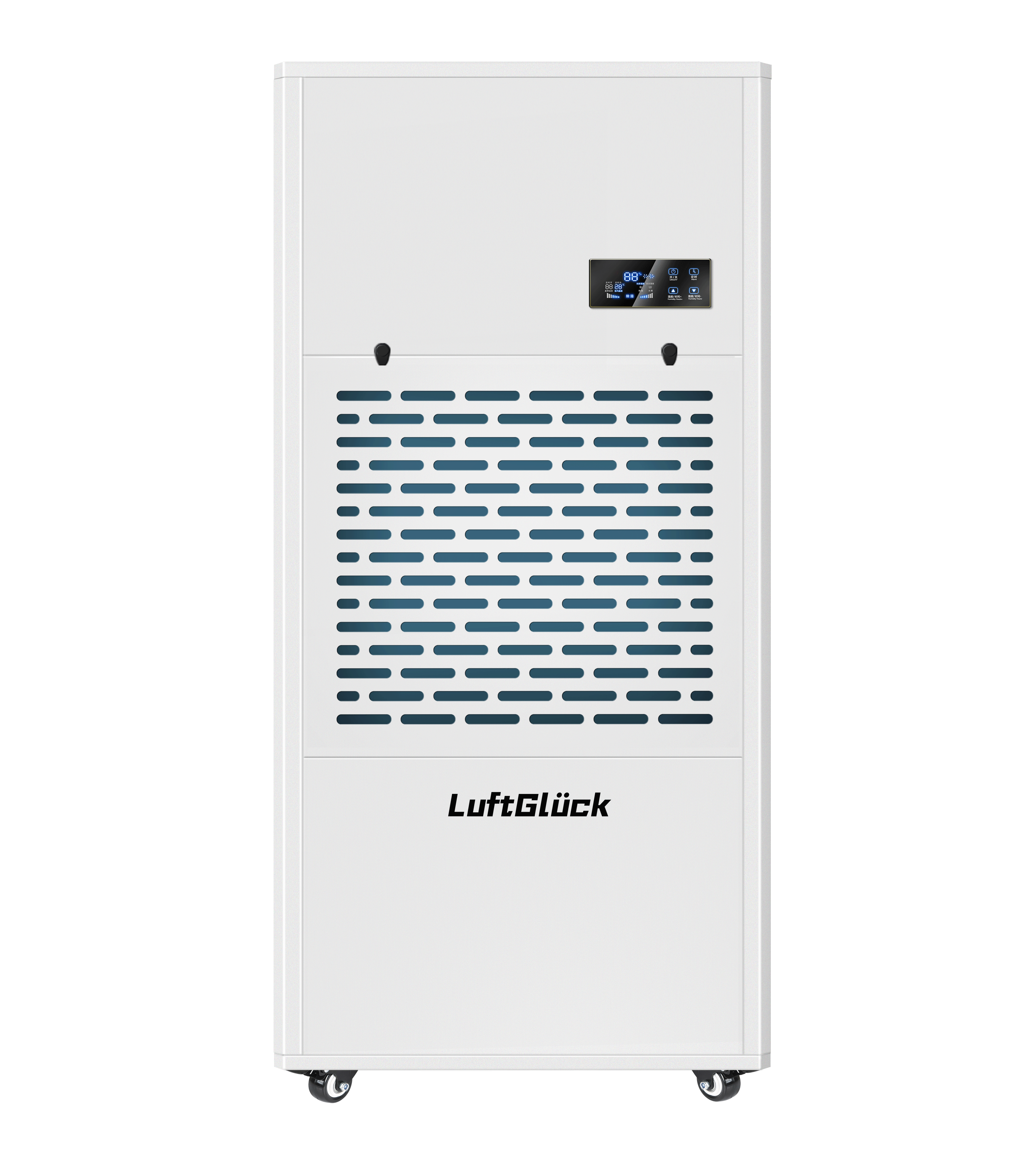
constant temperature control equipment
Constant temperature control equipment represents a crucial advancement in thermal management technology, designed to maintain precise temperature conditions in various industrial and laboratory settings. This sophisticated equipment employs advanced sensors and microprocessor-based control systems to monitor and adjust temperature levels with exceptional accuracy. The system's core functionality revolves around its ability to provide stable thermal environments through a combination of heating and cooling mechanisms, typically achieving precision levels of ±0.1°C. These units feature programmable controllers that allow users to set specific temperature parameters, operation schedules, and alarm conditions. The equipment incorporates multiple safety features, including overtemperature protection, automatic shutoff systems, and real-time monitoring capabilities. Applications span across numerous sectors, from pharmaceutical research and biotechnology to materials testing and electronic component manufacturing. The equipment's versatility is evident in its various configurations, ranging from small benchtop units to large-scale industrial systems. Modern constant temperature control equipment often includes digital interfaces for remote monitoring and data logging, enabling users to track temperature variations and maintain detailed records for quality control purposes. The systems can be integrated with other laboratory equipment and automated processes, making them essential components in modern research and production facilities.